برای هر سایز قلاویز اندازه قطر سوراخ باید بصورتی باشد که به اندازه کافی جا برای ایجاد دنده های رزوه ها وجود داشته باشد و از طرف دیگر باید امکان باربرداری و ایجاد رزوه برای قلاویز وجود داشته باشد. در واقع اگر سایز سوراخ بزرگتر از حد باشد عمق دنده ها خیلی کم شده و درگیری بین پیچ و دنده ها بسیار کم می شود. در حالی که اگر قطر سوراخ کوچکتر از حد استاندارد باشد قلاویز نمیتواند براده برداری کند و احتمالا داخل سوراخ گیر میکند یا میشکند.
البته نکته مهم این است که قطر استاندارد میتواند درصد خیلی کمی تغییر کند.
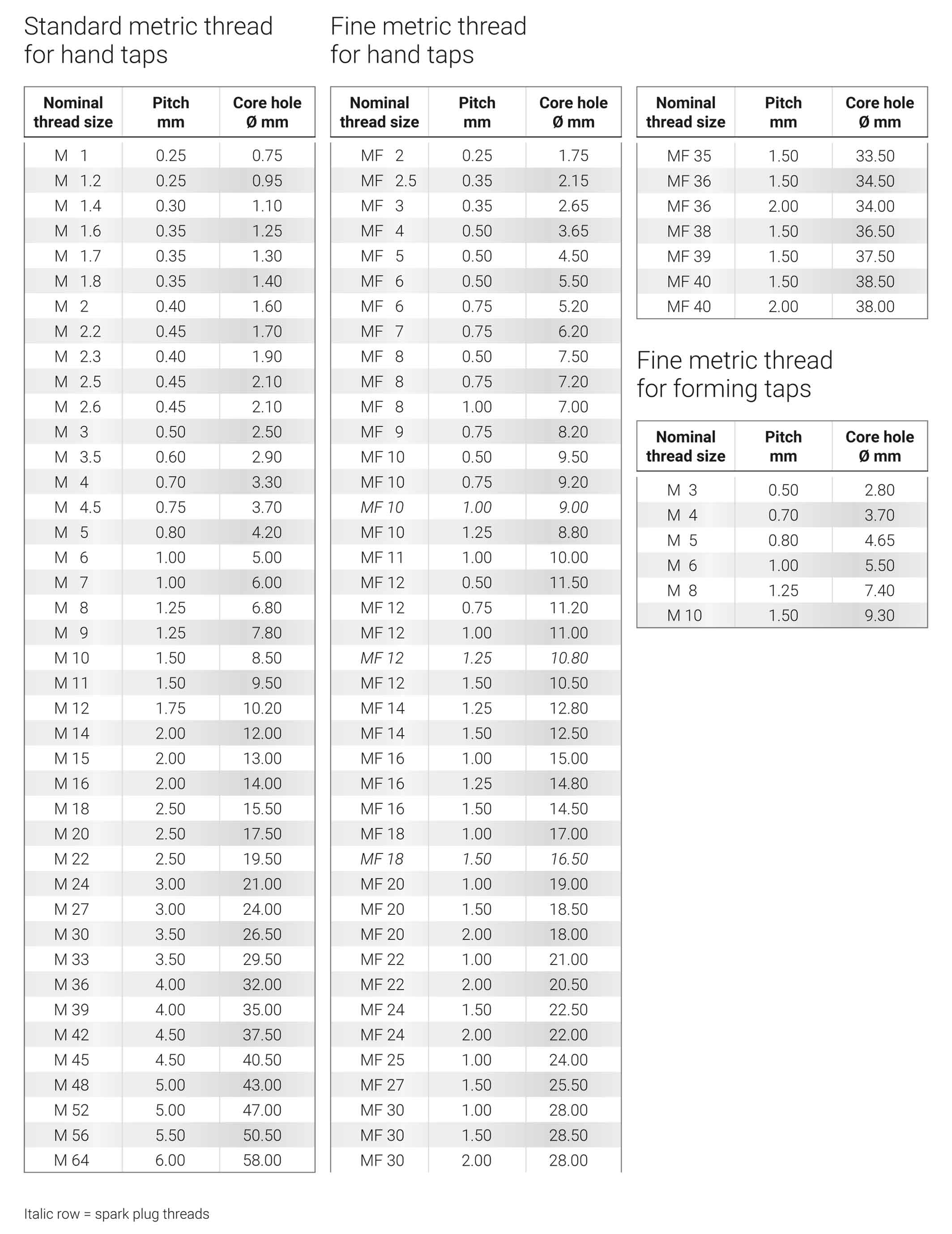
جدول زیر که از منبع سایت RUKO گرفته شده است قطر استاندارد سوراخ کاری برای انواع سایز های قلاویز کاری متریک را مشخص کرده است.
برای مثال همانطور که میبینید برای ایجاد رزوه با سایز M5 با قلاویز دستی باید سوراخی برابر با 4.2 میلیمتر ایجاد نمود.
میرزا محمّد باقر ضیائی دنبال کردن