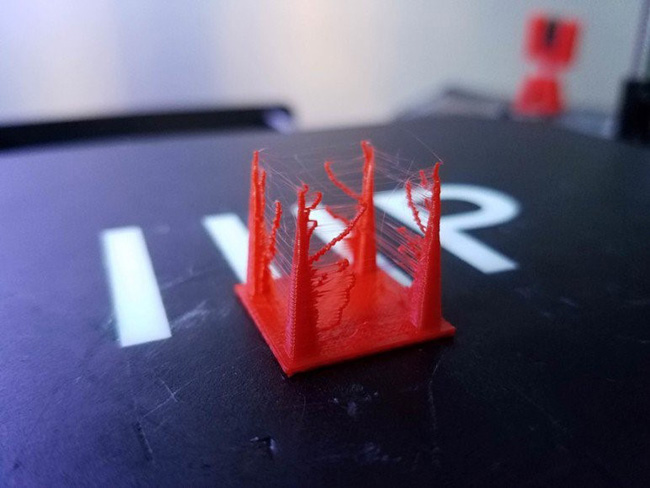
هنگامی که هد پرینت بین دو نقطه تغییر مکان دهد، مقداری فیلامنت از نازل تراوش میکند. این مساله رشتههایی از پلاستیک یا حبابهایی را بر روی سطح پرینت شده ایجاد میکند که مطلوب نیست. یکی از روشهای رفع این مشکل ، فعالسازی قابلیت بازمکش (Retraction) از طریق یکی از نرمافزارهای کنترل پرینتر مانند Slicer است. با اعمال این تنظیمات اکسترودر طول مشخصی از فیلامنت را با سرعت مشخص به داخل نازل برمیگرداند. هنگامیکه مواد به نازل به صورت طولی بازمکش شوند، خطای ریسمانیشدن یا oozing کمتر میشود. با تنظیمات کامل بازمکش (Retraction) برای پرینتر، هیچگونه رشته (oozing) و حبابی بر روی سطح پرینت دیده نخواهد شد. تنظیم سرعت بازمکش (Retraction) پرینتر سهب عدی یکی از اساسیترین کارها برای پرینت مدلی با کیفیت مطلوب است. این پارامتر سرعتی که در آن اکسترودر فیلامنت را بازمکش میکند، تعیین میکند.
فاصله بازمکش (Retraction Distance)
فاصله بازمکش پرینتر سه بعدی طول فیلامنتی را که باید توسط موتور اکسترودر بازمکش شود، مشخص میکند. هر چه میزان این فاصله بیشتر باشد ، میزان بیشتری از نازل فیلامنت کشیده میشود. اگر این فاصله خیلی کم باشد ، فیلامنت قادر است از نازل بیرون بیاید. اگر مقدار زیادی برای آن در نظر گرفته شود، فیلامنت به مقدار زیادی به عقب کشیده میشود.
در صورتیکه مقدار فاصله بازمکش (Retraction) زیاد در نظر گرفته شود، باعث ایجاد مشکل میشود. زیرا مدت زمان اکسترود شدن مجدد فیلامنت افزایش مییابد. همچنین ممکن است باعث گرفتگی نازل شود. به عنوان یک قاعده فاصله بازمکش (Retraction) را بیشتر از طول نازل خود انتخاب نکنید. در بسیاری از پرینترها از فاصله بین 2 تا 7 میلیمتر استفاده میشود. سعی کنید با افزایش 1 میلیمتری به یک فاصله مناسب دست پیدا کنید.
سرعت بازمکش (Retraction Speed)
سرعت بازمکش (Retraction) یک پرینتر سه بعدی، سرعتی است که توسط آن اکسترودر فیلامنت را به داخل خود مکش میکند. اگر خیلی آهسته باشد فیلامنت از نازل نشت کرده و موجب ایجاد حبابهایی روی سطح پرینت شود. اگر خیلی سریع باشد قبل از اکسترود مجدد مواد، تاخیری نامطلوب ایجاد میشود. معمولاً سرعت بازمکش (Retraction) پیش فرض در نرم افزار Slicer به خوبی کار میکند. در غیر این صورت با افزایش 5 میلیمتر بر ثانیه سرعت، به صورت تجربی به سرعتی مناسب دست پیدا کنید.