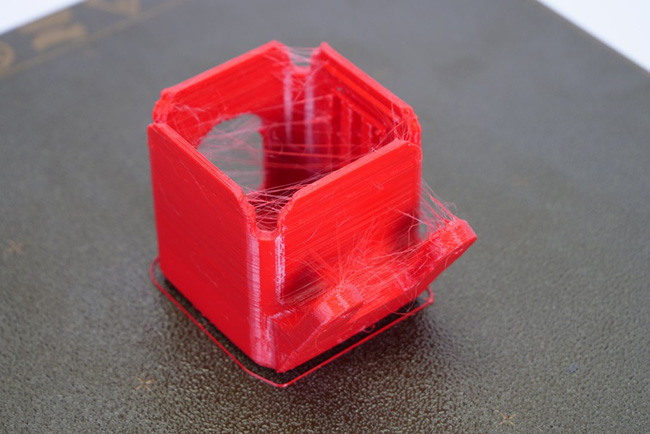
ریسمانی شدن و oozing نازل دو مشکل شایع در پرینترهای سه بعدی هستند که علتی مشترک دارند که عبارتند از درجه حرارت بسیار بالای پرینت و یا عدم اعمال تنظیمات درست بازمکش (Retraction).
رشتههایی که با عنوان مویی شدن پرینت نیز شناخته میشوند، زمانی ایجاد میشوند که رشتههای کوچکی از فیلامنت روی یک مدل پرینت شده باقی بماند. این مشکل معمولا زمانی رخ میدهد که در زمان حرکت اکسترودر به مکانی جدید، فیلامنت به آرامی از نازل خارج شده یا اصطلاحا تراوش میکند. این فیلامنتها به صورت یک حاشیه در بین دو بخش مختلف شی پرینت شده دیده میشوند. با این حال با اعمال یکسری تنظیمات توسط Slicer این مشکل حل خواهد شد . در گام اول ضروری است که با تنظیم پارامتر (Retraction) شروع به حل این مشکل کنید.
فیلامنتهای انعطاف پذیر معمولاً نیاز به بازمکش (Retraction) طولانیتر دارند، زیرا مواد هنگام برگشت به نازل کش میآیند. مواد انعطاف پذیر جزء موارد خاص بوده و نیاز به تنظیم بیشتری دارند.
روشهای جلوگیری از ریسمانی شدن
1- مقداری مناسب را برای بازمکش (Retraction) در نظر بگیرید. کاربران اغلب میزان بازمکش را به مقادیر بی معنی افزایش میدهند، بنابراین تنظیمات Slicer را بررسی کرده و اطمینان پیدا کنید که میزان آن حداکثر 2 میلیمتر باشد.
2- از ایجاد رشته های مواد بر روی نازل جلوگیری کنید. اگر به مدت طولانی از یک نوع فیلامنت مانند PET-G استفاده کنید، فیلامنت میتواند یک لایه نازک در نازل ایجاد کند. این امر میتواند باعث ریسمانیشدن شود. زیرا رشتههای فیلامنت به سطح مدل پرینت شده میچسبند. بنابراین قبل از پرینت نازل را کاملاً تمیز کرده و اطمینان حاصل کنید که هرگونه گرد و غبار یا بقایای فیلامنتهای قبلی از نازل خارج شده باشند.
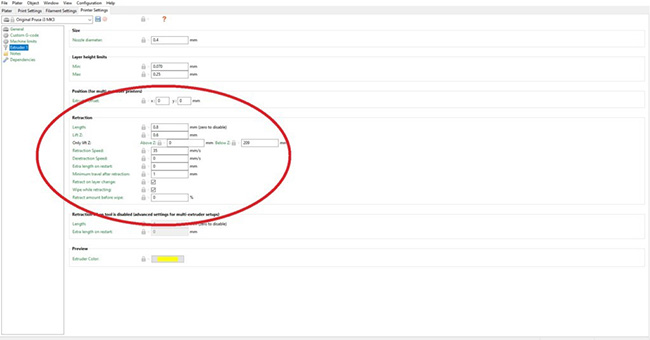
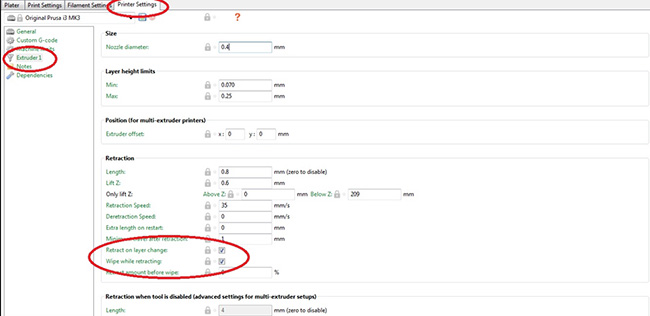
3- از تنظیمات صحیحِ پرینت استفاده کنید. به شدت توصیه میشود از تنظیمات پیشفرض Slicer استفاده کنید. با این حال اگر قصد دارید تنظیمات دیگری را بر روی پرینتر اعمال کنید، مطمئن شوید که تنظیمات مربوط به بازمکش را به درستی انجام دادهاید. محل تنظیمات Retraction در تصویر زیر نشان داده شده است.
4- سعی کنید دمای نازل را پایین بیاورید. پایین آمدن دما از وقوع ریسمانی شدن جلوگیری میکند. دمای نازل را بین 5 تا 10 درجه سانتیگراد کاهش داده و تاثیر آن را بررسی کنید.